Proses Pemesinan (Machining)
MaterialRemoval Processes
Material Removal Processes common
feature is that excess material is
removed from a starting workpiece
so that the remaining part has the
desired shape.
3.
Proses Pemesinan (Machining)
3Types Machining Processes
Cutting (Machining): a sharp cutting tool is used to
mechanically remove material to leave the desired part
shape. Turning, Milling, Drilling, Shaping/Planing,
Boring, Broaching and Sawing
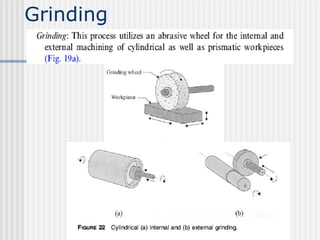
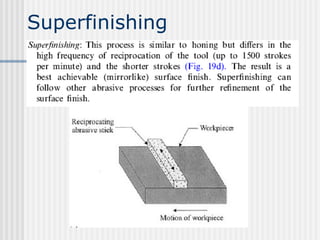
Abrasive Processes : the action of hard and abrasive
particles is used to mechanically remove material to
achieved the desired quality of surface finish of
previously processed surfaces. Grinding, Honing,
Lapping, Polishing, Buffing and Superfinishing
Non-traditional machining processes: Variety of
energy forms other than a sharp cutting tool or
abrasive particles to remove material. Chemical Milling,
Electrochemical Machining, Electrical Discharge
Machining
4.
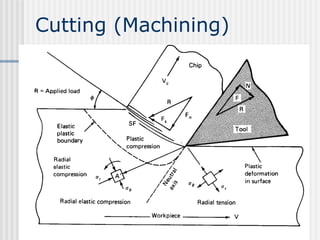
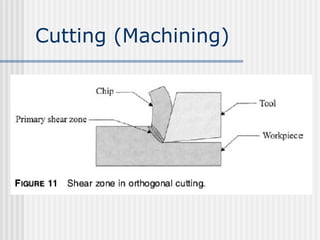
Cutting (Machining)
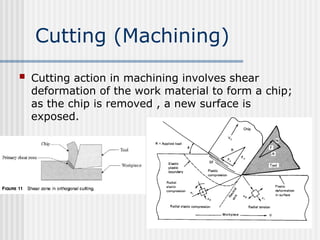
Cuttingaction in machining involves shear
deformation of the work material to form a chip;
as the chip is removed , a new surface is
exposed.
Machining
The commonfeature is the use of a cutting tool to
form a chip that is removed from a starting
workpiece. To perform the operation, relative
motion is required between the tool and workpiece.
The relative motion is achieved in most machining
operations by means of a primary motion (speed
motion) and a secondary motion (feed motion)
Cutting speed the speed at which the cutting
→
edge of the tool passes over the surface of the
workpiece (menghasilkan permukaan baru).
Feed rate a speed at which the cutting tool
→
penetrates the workpiece.
8.
Machining
The shapeof tools and its penetration
into the work surface, combined with
the speed and feed motion, produces
the desired shape of the resulting
workpiece
9.
Machining
There are manykinds of machining
operations each of which is capable of
generating a certain part geometry
and surface texture:
Cylindrical or disk-like shape
Block-like or plate-like shape part
Plane or straight surface
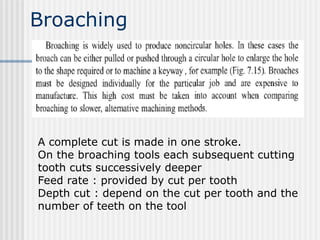
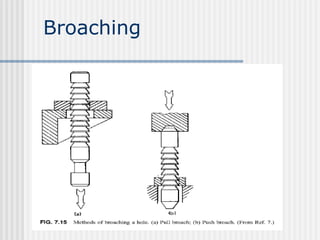
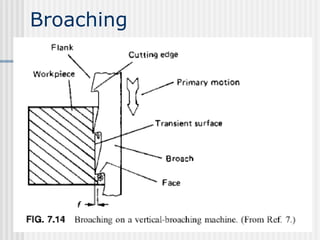
Broaching
A complete cutis made in one stroke.
On the broaching tools each subsequent cutting
tooth cuts successively deeper
Feed rate : provided by cut per tooth
Depth cut : depend on the cut per tooth and the
number of teeth on the tool
Grinding
The feedrate of grinding is referred to as the
cross-feed. At which the grinding wheel
traverses across the workpiece while the table
provides the pass or stroke motion.
The cross-feed rate will depend on the wheel
shape, size and material and the workpiece
material.
Typical cross-feeds in the region of 1.0 – 1.5
mm/pass
Depth of cut is the distance the grinding wheel
projects into the surface of the workpiece
Types of Machining
Berdasarkan gerak relatif pahat
terhadap benda kerja
Berdasarkan jenis mesin perkakas
yang digunakan
Berdasarkan proses terbentuknya
permukaan (surface generation)
Berdasarkan gerak relatif dan jenis
pahat
31.
Types of Machining
Berdasarkangerak relatif pahat pahat
terhadap benda kerja:
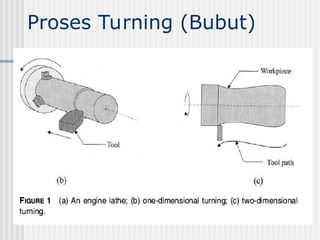
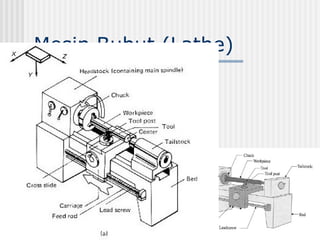
Proses membubut (Turning)
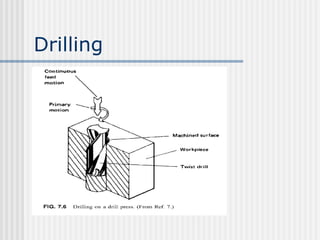
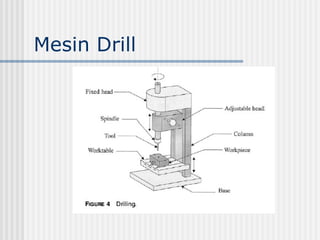
Proses menggurdi (Drilling)
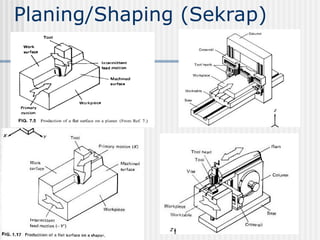
Proses menyekrap (shaping atau planning)
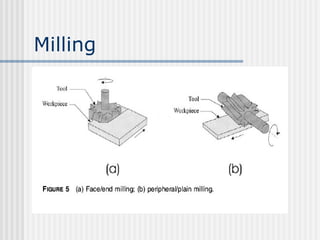
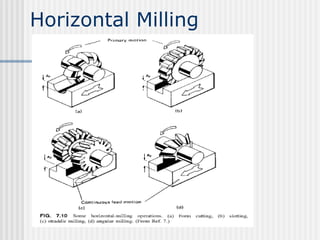
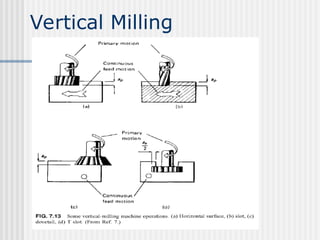
Proses mengefreis (Milling)
Proses menggergaji atau memarut
(sawing atau broaching)
Proses menggerinda rata (Surface grinding)
Proses menggerinda silindris (cylindrical
grinding)
Types of Machining
Berdasarkanproses terbentuknya permukaan
(surface generation) :
Generasi permukaan silindris atau konis
Generasi permukaan rata atau lurus
dengan atau tanpa putaran benda kerja
34.
Types of Machining
Generasi permukaan silindris
• Single point generation
• Parallel to the axis of rotation
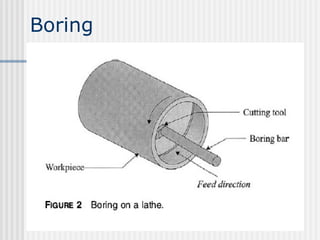
• External: Turning, Threading, Doving
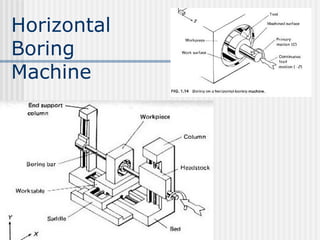
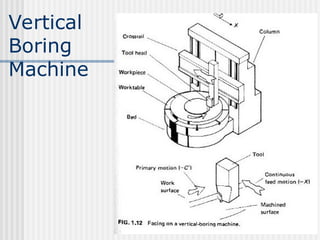
• Internal: Boring, Threading, Grooving, Gundrilling
• Non-parallel to the axis of rotation
• Straight but intersecting: Facing, Surfacing, Taper, Turning,
Fly cutting
• Complex shapes: Copying, Contour, Forming
• Multiple point generation
• Two-edge cutting: Drilling, Counter boring, Spot facing
• Multi-edge cutting:
• Sizeable chips (milling) : Cutter axis perpendicular to
generated surface: Face milling
• Ground chips (filing, grinding) : Cutter axis parallel to
generated surface: Slab milling, cylindrical and peripheral
surface grinding
Berdasarkan gerak relatif dan jenis pahat:
35.
Types of Machining
Generasi permukaan rata atau lurus dengan atau
tanpa putaran benda kerja silindris
• Job held cutter reciprocates
• Shaping
• Broaching
• Slotting
• Keyseating
• Sawing
• Tool held, job moves
• Planing
• Broaching
• Job and tool moves
• Gear cutting
Berdasarkan gerak relatif dan jenis pahat:
36.
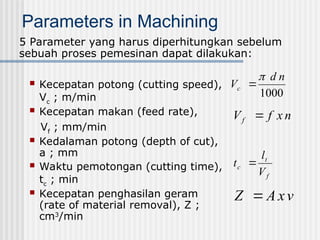
Parameters in Machining
Kecepatan potong (cutting speed),
Vc
; m/min
Kecepatan makan (feed rate),
Vf
; mm/min
Kedalaman potong (depth of cut),
a ; mm
Waktu pemotongan (cutting time),
tc
; min
Kecepatan penghasilan geram
(rate of material removal), Z ;
cm3
/min
1000
n
d
Vc
n
x
f
Vf
f
t
c
V
l
t
v
x
A
Z
5 Parameter yang harus diperhitungkan sebelum
sebuah proses pemesinan dapat dilakukan:
37.
Cutting speedthe speed at which the cutting
→
edge of the tool passes over the surface of the
workpiece (menghasilkan permukaan baru).
Feed rate a speed at which the cutting tool
→
penetrates the workpiece.
Depth of cut (there are a number variations
definition depending on the specific process)
General: the difference between the original
surface and that being produced by the cutting tool
Turning and boring: the radial distance that cutting
edge is set from outer diameter
Milling: the distance the tool projects beneath the
original surface
Parameters in Machining
38.
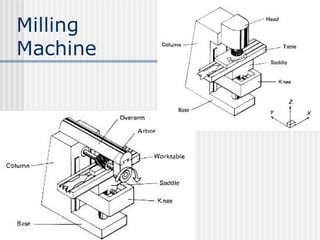
Basic Elements ofMachine Tools
(Elemen dasar mesin perkakas)
Komponen yang selalu ada pada setiap
mesin perkakas
Rangka mesin
Penggerak
Peralatan Pemegang benda kerja
Pengontrol
39.
Basic Elements ofMachine Tools
(Elemen dasar mesin perkakas)
Struktur:
Dasar
Bangku
Kolom
Kepala tetap
Meja
Peluncur silang
Bahan:
besi cor
kelabu
baja
baja las
Rangka Mesin
40.
Basic Elements ofMachine Tools
(Elemen dasar mesin perkakas)
Penggerak:
Mekanis
Listrik
Hidrolis
Pneumatis
41.
Basic Elements ofMachine Tools
(Elemen dasar mesin perkakas)
Peralatan pemegang benda kerja :
Pada benda kerja berputar
Diantara pusat
Mandril
Plat Penyetel
Pencekam
Leher
Arbor
Peralatan Khusus
Pada Benda Kerja Ulang Alik
42.
Basic Elements ofMachine Tools
(Elemen dasar mesin perkakas)
Peralatan pemegang benda kerja :
Pada benda kerja berputar
Pada benda kerja ulang alik
Ragum
Celah T
Pencekam magnet
• Magnet tetap
• Arus searah
43.
Basic Elements ofMachine Tools
(Elemen dasar mesin perkakas)
Metode pengendalian:
Dengan tangan
Mekanis
Hidrolis
Gerakan nok (cam)
Daur pemilih waktu
Pengendali numerik
44.
Bentuk-bentuk geometri yangumum
produk hasil pemotongan
Permukaan datar (plane atau flat)
Silindris (cylindrical)
Konis (conical)
Tak beraturan (irregular, curve atau
warped)
45.
Ketelitian mesin-mesin
perkakas
Ketelitianproduk yang dihasilkan sampai 0.001 inci
atau kurang.
untuk menghasilkan ketelitian tersebut mesin
perkakas harus memenuhi persyaratan sbb antara
lain:
Fungsional
Kekakuan
Bentuk
Kemudahan dalam pengoperasian
Kemudahan pengeluaran serpihan (geram)
Keselamatan
46.
Kekakuan mesin perkakas
Kekakuan statis dan kekakuan
dinamis untuk:
Ketepatan dan ketelitian
Kemantapan struktur dari mesin
perkakas untuk mencegah getaran.
Hal ini untuk mencegah terjadinya
penyimpangan geometri dan kualitas
dari produk yang diproduksi.